數控化改(gǎi)造升級、再制造(zào)
當前位置:首頁(yè)産品中(zhōng)心 > 智能(néng)制造(zào)及數(shù)控核(hé)心(xīn)技術 > 機床再(zài)制造 > 數控化改(gǎi)造升級、再(zài)制造(zào) >
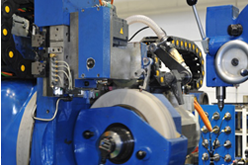
1、成果展(zhǎn)示(前後(hòu)對比)
蝸(wō)杆砂輪磨齒機再制造工藝分(fèn)享:
砂輪架(jià)部分(fèn):砂輪架部分采用國外大慣量(liàng)電機直連(lián)驅動(dòng)砂輪(lún)磨齒(chǐ)機,實現主(zhǔ)軸系統輕(qīng)便、平穩、可靠的(de)運行轉速(sù)控制(zhì)(0-2000轉任調(diào)整(zhěng)),修整(zhěng)部分采用伺服(fú)電(diàn)機與高精度減速機器(qì),可輕(qīng)松的成型(xíng)雙頭(tóu)至多頭砂輪。
工(gōng)件架(jià)部(bù)分:第一(yī)部分,工件架主(zhǔ)軸支撐采用(yòng)高(gāo)精度滾(gǔn)動軸承支撐(chēng)結構,使得(dé)工件主軸剛性(xìng)結構及承重能力大為(wéi)提高;第(dì)二部(bù)分采用一級齒輪減速,伺(sì)服電機直(zhí)連驅(qū)動工(gōng)件主軸做(zuò)精密無背(bèi)隙(xì)旋(xuán)轉運動,為精密(mì)磨齒(chǐ)提(tí)供了簡短可靠的傳動(dòng)鍊平台。
液壓系(xì)統:第一部分,工(gōng)件架運動(dòng)(z軸)的(de)驅動(dòng),利用(yòng)直線電機驅動(dòng)原理,采用電液(yè)直線(xiàn)電機驅動(dòng)模塊(kuài)控制電液(yè)比例(lì)閥,驅動(dòng)液壓缸(gāng)。第二部(bù)分,位置(zhì)反饋采用(yòng)高精(jīng)度長光栅反饋(kuì),使得(dé)z軸移(yí)動更(gèng)為平穩、可靠,且(qiě)移動(dòng)速(sù)度無極可調,實(shí)時可靠(kào)控制上下及中(zhōng)停位置(zhì),為(wéi)高精(jīng)度磨齒提(tí)供支持。
電氣控制系(xì)統:采用西門子(zǐ)840d系統進行控制(zhì),可增加齒向數控修形功能;連(lián)續切(qiē)向位(wèi)移磨(mó)削功能等。真正(zhèng)實現了(le)5軸聯動(dòng)的控(kòng)制,z軸(zhóu),y軸(切(qiē)向位(wèi)移軸)高精(jīng)度随(suí)動,達到精(jīng)密磨齒(chǐ)的(de)目的(de),x軸(砂輪架進刀(dāo)軸)。可随(suí)z軸(zhóu)移動做插(chā)補(bǔ)運動,從(cóng)而實現數控齒(chǐ)向(xiàng)任意修行。采(cǎi)用數(shù)控修型的蝸杆砂輪可實現雙頭或3頭磨削蝸(wō)杆的輕松(sōng)成型(xíng),可經濟的(de)實現(xiàn)多齒(chǐ)數、小模數齒輪(lún)工件的高(gāo)效(xiào)高精度(dù)磨削(xuē)。

aza蝸杆(gǎn)砂輪磨齒機再(zài)制造(zào)後
 |  |
| zb700再制造前 | zb700再制(zhì)造後 |
 |  |
| zb700砂輪(lún)架再制造前 | zb700砂(shā)輪架(jià)再(zài)制造後(hòu) |
 |  |
| nza蝸杆砂輪磨齒(chǐ)機再(zài)制造(zào)前 | nza蝸(wō)杆(gǎn)砂輪磨齒機(jī)再制造後 |
 |  |
| 7niles1500磨齒(chǐ)機再制造(zào)前 | 7niles1500磨(mó)齒機(jī)再制(zhì)造後(hòu) |
 |  |
| 改造(zào)後的y7163 | 改造後(hòu)的(de)y7654 |
 |  |
| 改(gǎi)造後的(de)y7150 | 造後的y54 |
 |  |
| 改(gǎi)造後的ncv510 | 改(gǎi)造後的hofler630 |
蝸(wō)杆砂輪磨齒機再制造工藝分(fèn)享:
砂輪架(jià)部分(fèn):砂輪架部分采用國外大慣量(liàng)電機直連(lián)驅動(dòng)砂輪(lún)磨齒(chǐ)機,實現主(zhǔ)軸系統輕(qīng)便、平穩、可靠的(de)運行轉速(sù)控制(zhì)(0-2000轉任調(diào)整(zhěng)),修整(zhěng)部分采用伺服(fú)電(diàn)機與高精度減速機器(qì),可輕(qīng)松的成型(xíng)雙頭(tóu)至多頭砂輪。
工(gōng)件架(jià)部(bù)分:第一(yī)部分,工件架主(zhǔ)軸支撐采用(yòng)高(gāo)精度滾(gǔn)動軸承支撐(chēng)結構,使得(dé)工件主軸剛性(xìng)結構及承重能力大為(wéi)提高;第(dì)二部(bù)分采用一級齒輪減速,伺(sì)服電機直(zhí)連驅(qū)動工(gōng)件主軸做(zuò)精密無背(bèi)隙(xì)旋(xuán)轉運動,為精密(mì)磨齒(chǐ)提(tí)供了簡短可靠的傳動(dòng)鍊平台。
液壓系(xì)統:第一部分,工(gōng)件架運動(dòng)(z軸)的(de)驅動(dòng),利用(yòng)直線電機驅動(dòng)原理,采用電液(yè)直線(xiàn)電機驅動(dòng)模塊(kuài)控制電液(yè)比例(lì)閥,驅動(dòng)液壓缸(gāng)。第二部(bù)分,位置(zhì)反饋采用(yòng)高精(jīng)度長光栅反饋(kuì),使得(dé)z軸移(yí)動更(gèng)為平穩、可靠,且(qiě)移動(dòng)速(sù)度無極可調,實(shí)時可靠(kào)控制上下及中(zhōng)停位置(zhì),為(wéi)高精(jīng)度磨齒提(tí)供支持。
電氣控制系(xì)統:采用西門子(zǐ)840d系統進行控制(zhì),可增加齒向數控修形功能;連(lián)續切(qiē)向位(wèi)移磨(mó)削功能等。真正(zhèng)實現了(le)5軸聯動(dòng)的控(kòng)制,z軸(zhóu),y軸(切(qiē)向位(wèi)移軸)高精(jīng)度随(suí)動,達到精(jīng)密磨齒(chǐ)的(de)目的(de),x軸(砂輪架進刀(dāo)軸)。可随(suí)z軸(zhóu)移動做插(chā)補(bǔ)運動,從(cóng)而實現數控齒(chǐ)向(xiàng)任意修行。采(cǎi)用數(shù)控修型的蝸杆砂輪可實現雙頭或3頭磨削蝸(wō)杆的輕松(sōng)成型(xíng),可經濟的(de)實現(xiàn)多齒(chǐ)數、小模數齒輪(lún)工件的高(gāo)效(xiào)高精度(dù)磨削(xuē)。
2、經典案例(lì)分(fèn)析
案例一:

aza蝸杆(gǎn)砂輪磨齒機再(zài)制造(zào)後
再制造(zào)前:
1、砂輪修整及(jí)工件磨削需安裝交換(huàn)挂(guà)輪,傳動鍊長、挂輪計(jì)算複雜(zá)、誤差大(dà)、加工效率低。
2、無(wú)多頭砂(shā)輪磨削功能(néng)。
3、切向(xiàng)位移(yí)為手動。
4、液(yè)壓系統為非标件且(qiě)内置于機(jī)床中(zhōng)。
5、砂輪(lún)主軸采用滑動軸承(chéng)結構(gòu)。
6、模數(shù):0.5-6 齒(chǐ)數(shù):12-256
7、加工(gōng)精度7級。
再制造後:
1、采(cǎi)用西(xī)門子(zǐ)840d數控系統(tǒng)6軸伺服控制,取消原(yuán)機床(chuáng)模(mó)數、分齒(chǐ)、差動(dòng)交換挂輪(lún)、縮短傳動鍊減少傳動誤差,提(tí)高加工效(xiào)率。
2、實(shí)現砂輪(lún)任(rèn)意模(mó)數的齒形與外(wài)圓(yuán)自(zì)動(dòng)修整;多(duō)頭砂輪自動(dòng)修(xiū)整;多(duō)頭砂輪磨(mó)削;
3、連(lián)續位(wèi)移磨削;數(shù)控齒向修形;自動(dòng)磨(mó)削循(xún)環;手(shǒu)動磨削循(xún)環。
4、采(cǎi)用标(biāo)準液(yè)壓元件外(wài)置液(yè)站,便(biàn)于維護維修。
5、砂(shā)輪及工件(jiàn)主軸(zhóu)采用(yòng)滾動(dòng)軸承結構,便于(yú)維護(hù)維修。
6、模數0.2-6 齒數:7-300
7、加工精度(dù)可穩定在(zài)5級,部(bù)分精度可達3級(jí)。
8、較再制造(zào)前加(jiā)工效率提高50%。
9、配(pèi)全防(fáng)護罩(zhào)、靜點吸霧裝置。
案例(lì)二:
日本t-g300蝸(wō)杆砂輪磨齒機(jī)
再制(zhì)造(zào)前:
1、砂輪修整(zhěng)及工件磨(mó)削需(xū)安裝交換挂輪,傳動鍊長、挂輪(lún)計算複雜(zá)、誤差(chà)大、加(jiā)工效率低(dī)。
2、無自動磨削循(xún)環,無(wú)多頭砂輪(lún)磨削功能(néng)。
3、切向位移(yí)為手動。
4、液(yè)壓(yā)系統為(wéi)非标(biāo)件且(qiě)内(nèi)置(zhì)于機床中(zhōng)。
5、砂輪主軸采用滑動軸承(chéng)結構。
6、模數(shù):0.5-5 齒數(shù):12-256
7、加工精度7級。
再(zài)制造後(hòu):
1、采用(yòng)西(xī)門子840d數(shù)控(kòng)系統(tǒng)6軸伺服(fú)控制,取消原機床模數(shù)、分齒、差動(dòng)交換(huàn)挂輪、縮短傳動(dòng)鍊減(jiǎn)少傳動誤(wù)差,提(tí)高加工效(xiào)率。
2、實現砂(shā)輪任(rèn)意模(mó)數的(de)齒形(xíng)與外圓(yuán)自動修(xiū)整;多(duō)頭(tóu)砂輪自動修整(zhěng);多頭砂輪磨(mó)削;
3、連續位移磨削(xuē);數(shù)控齒(chǐ)向修形;自動磨削循(xún)環(huán);手動磨削循環(huán)。
4、采(cǎi)用标準液(yè)壓元(yuán)件外(wài)置液站,便于維(wéi)護維(wéi)修。
5、砂輪及(jí)工件(jiàn)主(zhǔ)軸(zhóu)采用(yòng)滾動軸承(chéng)結構,便于(yú)維(wéi)護維修(xiū)。
6、模數0.2-6 齒數:7-300
7、加工(gōng)精度可穩定(dìng)在(zài)5級,部分精度可達3級(jí)。
8、較再制造前加工(gōng)效率提(tí)高50%。
9、配(pèi)全防護罩(zhào)、靜點吸霧裝(zhuāng)置(zhì)。
案例(lì)二:
 |  |
| 日本t-g300再制造前 | 日(rì)本(běn)t-g300再制造(zào)後 |
日本t-g300蝸(wō)杆砂輪磨齒機(jī)
再制(zhì)造(zào)前:
1、砂輪修整(zhěng)及工件磨(mó)削需(xū)安裝交換挂輪,傳動鍊長、挂輪(lún)計算複雜(zá)、誤差(chà)大、加(jiā)工效率低(dī)。
2、無自動磨削循(xún)環,無(wú)多頭砂輪(lún)磨削功能(néng)。
3、切向位移(yí)為手動。
4、液(yè)壓(yā)系統為(wéi)非标(biāo)件且(qiě)内(nèi)置(zhì)于機床中(zhōng)。
5、砂輪主軸采用滑動軸承(chéng)結構。
6、模數(shù):0.5-5 齒數(shù):12-256
7、加工精度7級。
再(zài)制造後(hòu):
1、采用(yòng)西(xī)門子840d數(shù)控(kòng)系統(tǒng)6軸伺服(fú)控制,取消原機床模數(shù)、分齒、差動(dòng)交換(huàn)挂輪、縮短傳動(dòng)鍊減(jiǎn)少傳動誤(wù)差,提(tí)高加工效(xiào)率。
2、實現砂(shā)輪任(rèn)意模(mó)數的(de)齒形(xíng)與外圓(yuán)自動修(xiū)整;多(duō)頭(tóu)砂輪自動修整(zhěng);多頭砂輪磨(mó)削;
3、連續位移磨削(xuē);數(shù)控齒(chǐ)向修形;自動磨削循(xún)環(huán);手動磨削循環(huán)。
4、采(cǎi)用标準液(yè)壓元(yuán)件外(wài)置液站,便于維(wéi)護維(wéi)修。
5、砂輪及(jí)工件(jiàn)主(zhǔ)軸(zhóu)采用(yòng)滾動軸承(chéng)結構,便于(yú)維(wéi)護維修(xiū)。
6、模數0.2-6 齒數:7-300
7、加工(gōng)精度可穩定(dìng)在(zài)5級,部分精度可達3級(jí)。
8、較再制造前加工(gōng)效率提(tí)高50%。
9、配(pèi)全防護罩(zhào)、靜點吸霧裝(zhuāng)置(zhì)。
- tel:+86-917-3670665fax:+86-917-3670666國内(nèi)撥打:0917-3670665傳真(zhēn):0917-3670666
- 紀檢監(jiān)察信訪(fǎng)舉報(bào)電話:0917-3670957 紀檢(jiǎn)監察信訪(fǎng)舉報(bào)郵箱(xiāng)地(dì)址:qcjw@joewell.cc
- copyright©匯久玉嘉有限公司保(bǎo)留(liú)所有權利 陝icp備(bèi)06001543号
